- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

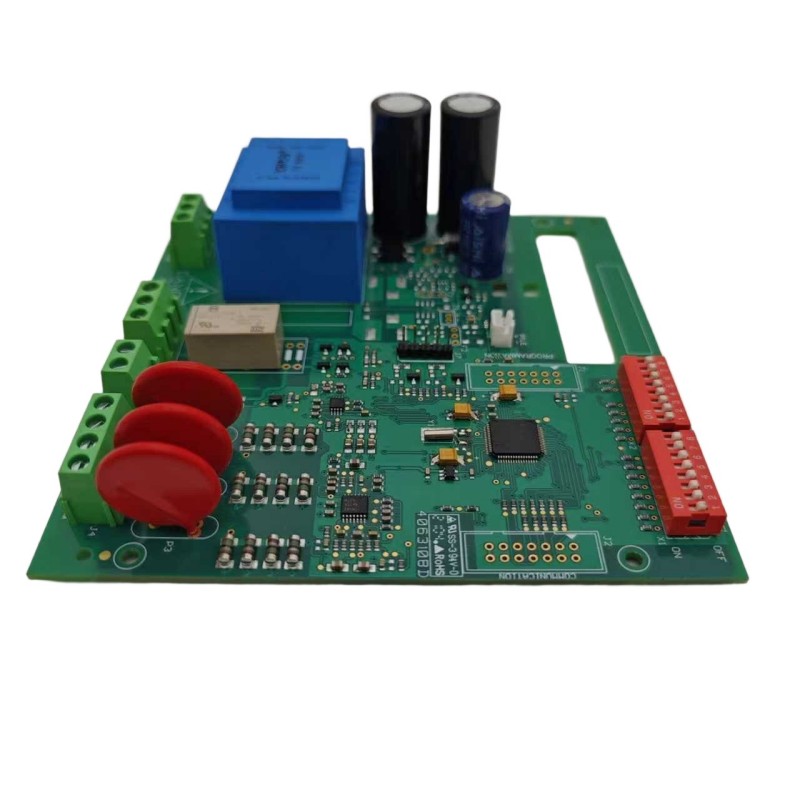
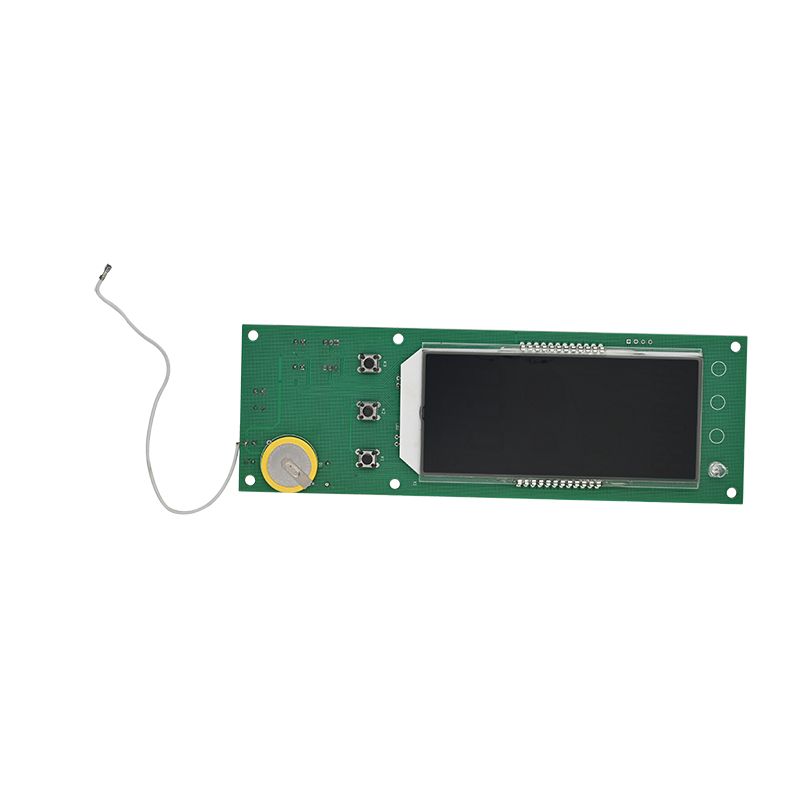
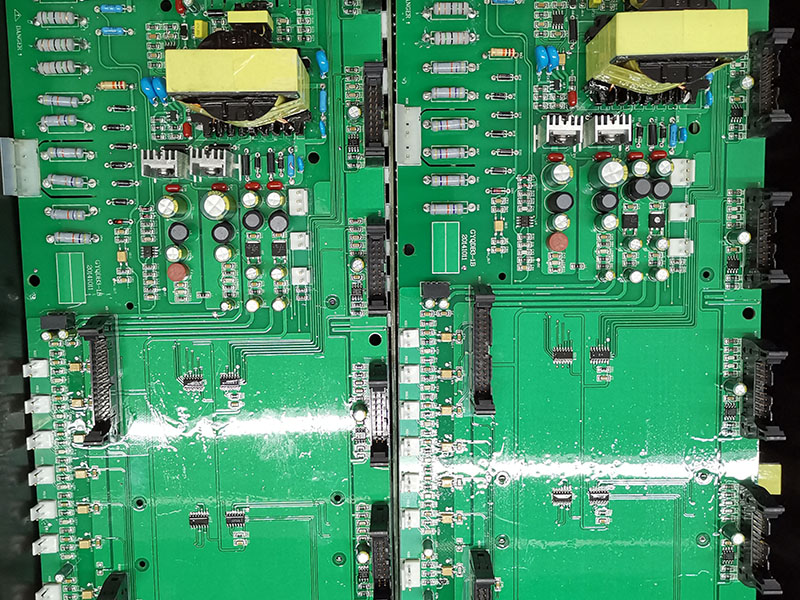
climatiseur PCBA
Unixplore Electronics est une société chinoise qui se concentre sur la création et la production de PCBA pour climatiseurs de première classe depuis 2008. Nous sommes certifiés selon les normes d'assemblage de PCB ISO9001 : 2015 et IPC-610E.
Modèle:UE-205
envoyer une demande
Description du produit
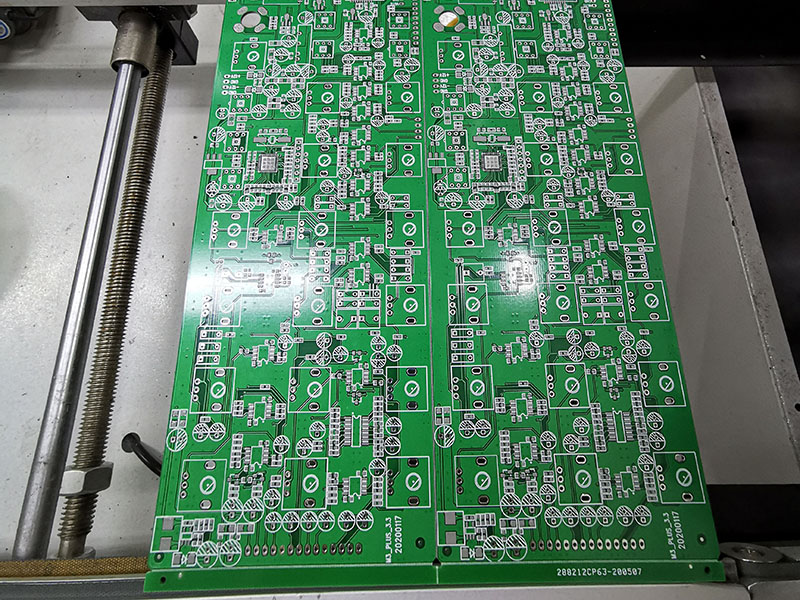
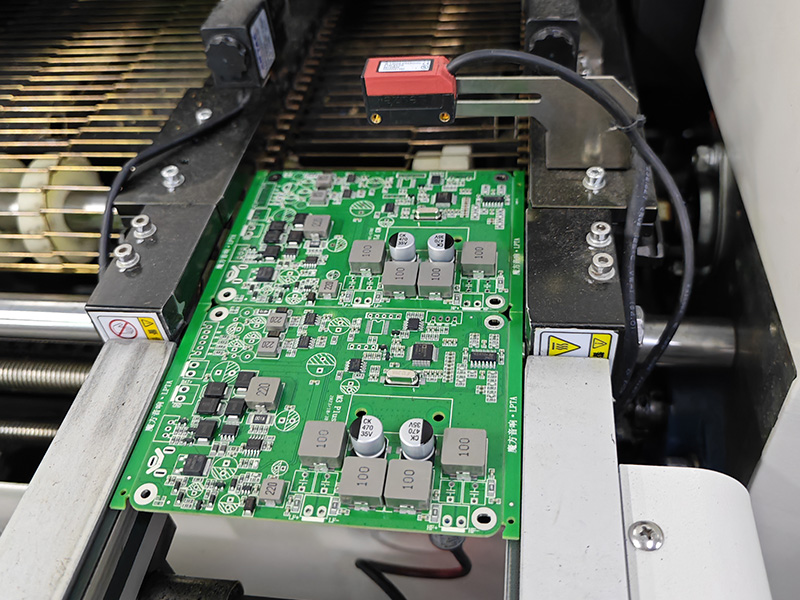
Comment améliorer le taux de premier passage du processus de soudage SMT pour le PCBA du climatiseur
Unixplore Electronics s'engage dans le développement et la fabrication de produits de haute qualitéClimatiseur PCBA sous forme de type OEM et ODM depuis 2011.
Pour améliorer le taux de premier passage de la soudure SMT pour les PCBA de climatiseur, c'est-à-dire pour améliorer la qualité et le rendement de la soudure, tenez compte des éléments suivants :
Optimiser les paramètres du processus :Définissez les paramètres de processus appropriés pour les équipements SMT, notamment la température, la vitesse et la pression, afin de garantir un processus de soudage stable et fiable et d'éviter les défauts de soudage causés par la chaleur ou la vitesse.
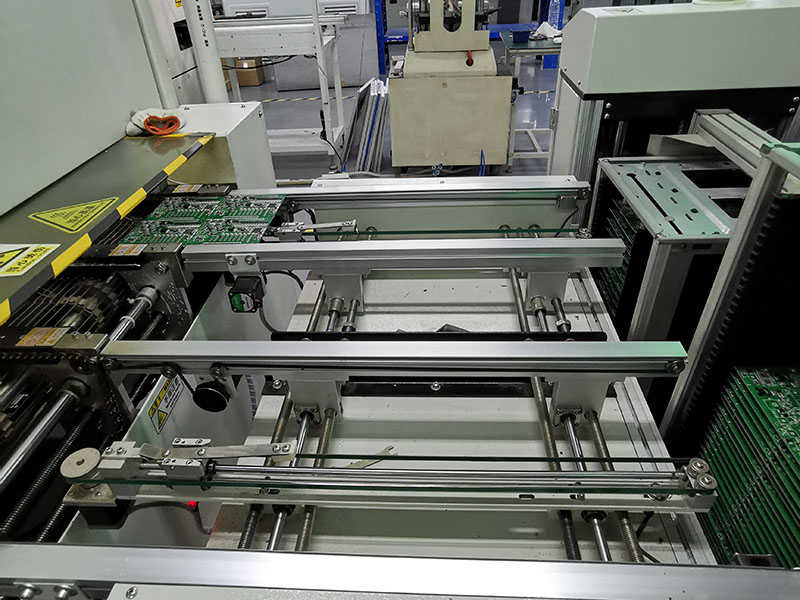
Vérifier l'état de l'équipement :Inspectez et entretenez régulièrement les équipements SMT pour garantir un fonctionnement normal et stable. Remplacez rapidement les composants vieillissants pour garantir le fonctionnement normal de l’équipement.
Optimiser le placement des composants :Lors de la conception du processus d'assemblage SMT, placez les composants de manière rationnelle, en tenant compte de l'espacement et de l'orientation entre les composants afin de réduire les interférences et les erreurs pendant le processus de soudage PCBA du climatiseur.
Placement précis des composants :Garantissez un placement et un positionnement précis des composants, en utilisant des quantités appropriées de pâte à souder et d'équipement SMT pour un brasage précis.
Améliorer la formation des employés :Fournir une formation professionnelle aux opérateurs pour améliorer leurs techniques de soudage SMT et leurs compétences opérationnelles, réduisant ainsi les erreurs opérationnelles et les problèmes de qualité de soudage.
Contrôle de qualité strict :Introduisez des normes et des processus stricts de contrôle de qualité, surveillez et inspectez de manière exhaustive la qualité du soudage, et identifiez, ajustez et corrigez rapidement les problèmes.
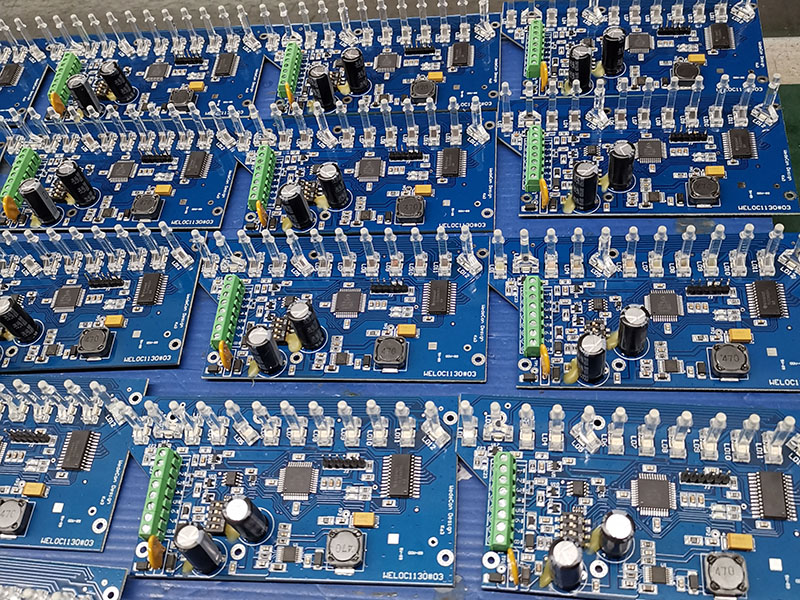
Amélioration continue :Analysez régulièrement les problèmes de qualité et les causes des défauts pendant le processus de soudage, mettez en œuvre des améliorations continues, optimisez les processus et les procédures et augmentez le rendement de soudage et la qualité des produits.
En considérant et en mettant en œuvre de manière globale les mesures ci-dessus, le rendement du soudage SMT pour le PCBA du climatiseur peut être efficacement amélioré, garantissant la stabilité et la fiabilité de la qualité de la soudure et de la qualité du produit.
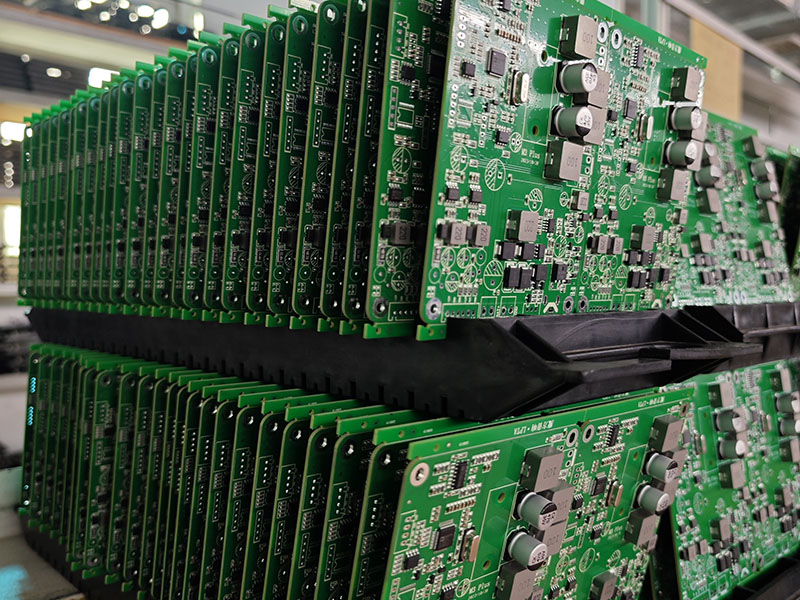
Fabrication de PCBA pour climatiseurs
* Fichier Gerber et liste de nomenclature fournis par le client
* PCB nu produit, composants achetés par nos soins
* Fabrication de PCB avec des pièces entièrement assemblées
* 100 % testé fonctionnel avant l'expédition
0,0078 po (0,2 mm) à 0,236 po (6 mm)
* Livraison rapide, avec package ESD indépendant
* Service de fabrication électronique unique pour la conception de circuits imprimés, la disposition des circuits imprimés, la fabrication de circuits imprimés, l'approvisionnement en composants, l'assemblage de circuits imprimés SMT et DIP, la programmation de circuits intégrés, les tests de fonctionnement, l'emballage et la livraison.
* PCB nu produit, composants achetés par nos soins
* Fabrication de PCB avec des pièces entièrement assemblées
* 100 % testé fonctionnel avant l'expédition
0,0078 po (0,2 mm) à 0,236 po (6 mm)
* Livraison rapide, avec package ESD indépendant
* Service de fabrication électronique unique pour la conception de circuits imprimés, la disposition des circuits imprimés, la fabrication de circuits imprimés, l'approvisionnement en composants, l'assemblage de circuits imprimés SMT et DIP, la programmation de circuits intégrés, les tests de fonctionnement, l'emballage et la livraison.
Capacité d'assemblage de PCB et de PCB Unixplore
| Paramètre | Capacité |
| Calques | 1 à 40 couches |
| Type d'assemblage | Traversant (THT), montage en surface (SMT), mixte (THT+SMT) |
| Taille minimale des composants | 0201(01005 métrique) |
| Taille maximale des composants | 2,0 po x 2,0 po x 0,4 po (50 mm x 50 mm x 10 mm) |
| Types de packages de composants | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP, etc. |
| Pas minimum des pads | 0,5 mm (20 mil) pour QFP, QFN, 0,8 mm (32 mil) pour BGA |
| Largeur de trace minimale | 0,10 mm (4 mils) |
| Espace de trace minimum | 0,10 mm (4 mils) |
| Taille minimale du foret | 0,15 mm (6 mils) |
| Taille maximale du tableau | 18 po x 24 po (457 mm x 610 mm) |
| Épaisseur du panneau | 0,0078 po (0,2 mm) à 0,236 po (6 mm) |
| processus de brasage à la vague | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, Haute Fréquence, FPC, Rigid-Flex, Rogers, etc. |
| Finition de surface | OSP, HASL, Flash Gold, ENIG, Gold Finger, etc. |
| Type de pâte à souder | Avec ou sans plomb |
| Épaisseur du cuivre | 0,5 once – 5 onces |
| Processus d'assemblage | Soudage par refusion, brasage à la vague, brasage manuel |
| impression à la pâte à souder terminée | Inspection optique automatisée (AOI), rayons X, inspection visuelle |
| Méthodes de test en interne | Test fonctionnel, test de sonde, test de vieillissement, test de haute et basse température |
| Délai d'exécution | Échantillonnage : 24 heures à 7 jours, Analyse de masse : 10 à 30 jours |
| Normes d'assemblage de PCB | ISO9001 : 2015 ; ROHS, UL 94V0, IPC-610E classe II |
Service EMS à valeur ajoutée Unixplore
● Service de préprogrammation IC avec fichier au format deHEXAMEN,ELFEetBAC.
● Appareil de test fonctionnel PCBA pour climatiseur personnalisé en fonction des exigences de test du client
● Service de construction de boîtes, y compris la production de moules et de pièces pour boîtiers en plastique et en métal
● Revêtement conforme comprenant un revêtement de laque sélectif, un enrobage en résine époxy
● Faisceau de câbles et assemblage de câbles
● Assemblage du produit fini comprenant la boîte, l'écran, le commutateur à membrane, l'étiquetage et l'emballage personnalisé en carton ou en boîte de vente au détail.
● Divers tests tiers pour PCBA sont disponibles sur demande
● Assistance à la certification des produits
● Appareil de test fonctionnel PCBA pour climatiseur personnalisé en fonction des exigences de test du client
● Service de construction de boîtes, y compris la production de moules et de pièces pour boîtiers en plastique et en métal
● Revêtement conforme comprenant un revêtement de laque sélectif, un enrobage en résine époxy
● Faisceau de câbles et assemblage de câbles
● Assemblage du produit fini comprenant la boîte, l'écran, le commutateur à membrane, l'étiquetage et l'emballage personnalisé en carton ou en boîte de vente au détail.
● Divers tests tiers pour PCBA sont disponibles sur demande
● Assistance à la certification des produits
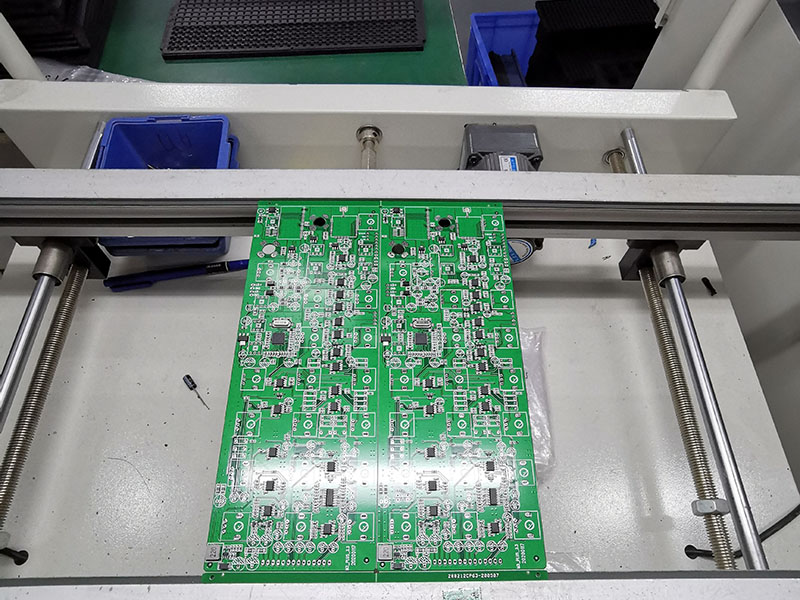
Procédure de production de PCBA
-

1.Impression automatique de pâte à souder
-
2.impression à la pâte à souder terminée
-

3.Sélection et placement SMT
-
4.Placement des composants THT
-
5.prêt pour le soudage par refusion
-
6.soudure par refusion terminée
-
7.prêt pour l'AOI
-

8.Processus d'inspection de l'AOI
-

9.Placement des composants THT
-

10.processus de brasage à la vague
-
11.Assemblage THT terminé
-

12.Inspection AOI pour l’assemblage THT
-

13.Programmation CI
-
14.test de fonctionnement
-
15.Contrôle qualité et réparation
-
16.Processus de revêtement conforme PCBA
-

17.Emballage ESD
-

18.Prêt pour l'expédition
Conditionnement
Pour PCBA

Pour le produit fini


Balises actives: climatiseur PCBA, Chine, fabricants, fournisseurs, usine, personnalisé, pas cher, qualité, avancé, CE, garantie 1 an, prix
Catégorie associée
PCBA pour appareils ménagers
PCBA de contrôle industriel
PCBA automobile
PCBA pour l'électronique grand public
PCBA pour équipement médical
Système de sécurité PCBA
PCBA pour les soins de santé
Éclairage LED PCBA
PCBA IoT
Outil de jardinage électrique PCBA
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.